

| 包装 | 桶装 |
|---|---|
| 产地 | 北京 |
| 规格 | 桶 |
| 类别 | 半合成切削液 |
| 溶解性 | 水性 |
| 性能 | 环保切削液 |
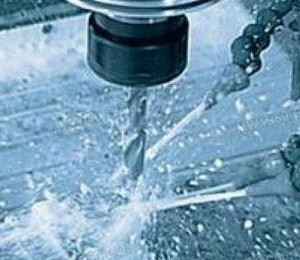
| 主要用途 | 金属加工 |
| 执行质量标准 | 国标 |
| 品牌 | 欧特迈 |
| 型号 | 102 |
| 加工定制 | 否 |
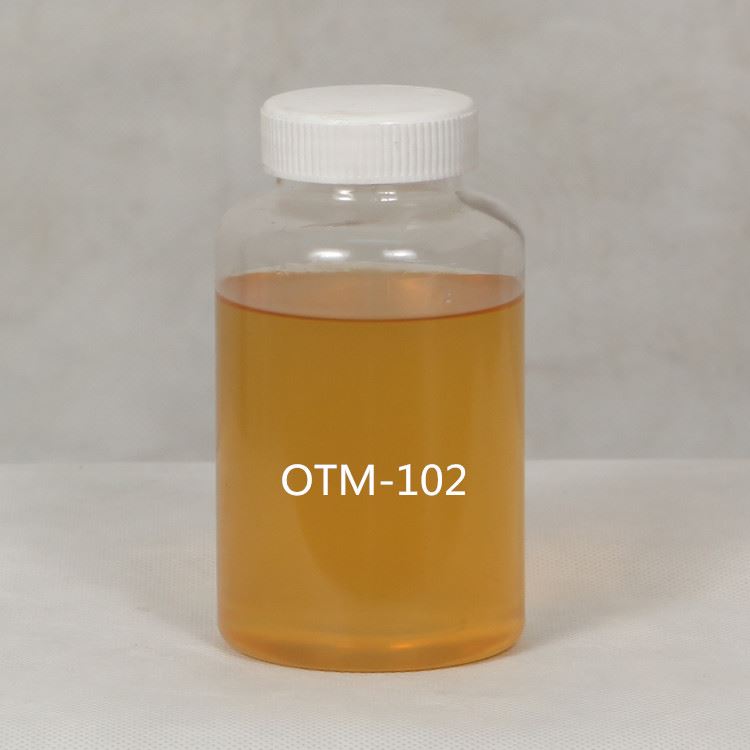
| ◇OTM-102为油状色液体,属于半合成微乳化切削液,由矿物油、润滑剂、有机防锈剂、表面活性剂及其它助剂精制而成。 |
| ◇良好的润滑、冷却、清洗、防锈性能。 |
| ◇提高工件表面光洁度,满足防锈要求。 |
| ◇抗腐蚀性好,泡沫抑制性佳,乳化液稳定寿命长,降低维护费用。 |
| ◇废液易于处理。 |
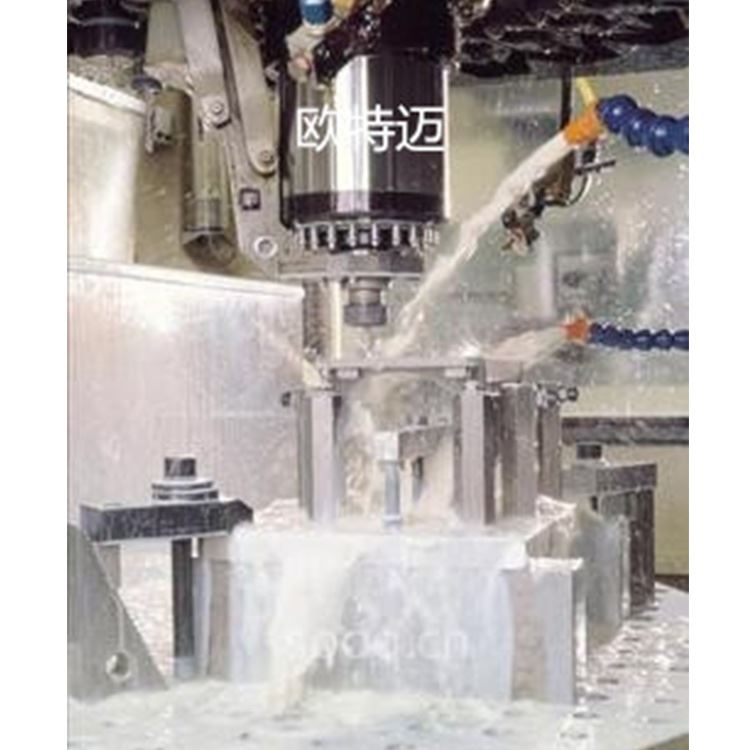
| 适合各种机床、加工中心的切削、磨削加工。单机供液和集中供液中央冷却系统均能适用。 |
| 加工材料:适用于加工铸铁、碳钢、合金钢、铜合金,’铝合金。 |
| 加工方式:适用于车、磨、铣、钻、镗、铰、攻丝等。 |
| ◇推荐使用浓度:切削:1:10~1:20 夏季推荐使用浓度:1:10~1:15 磨削:1:15~1:20 |
| |
| ◇槽液的补充:当槽液需要补充时,在加水的同时加入相应比例的本品原液,保持必需的浓度。 |
| ◇工作液应保持清洁和通风,及时清除铁屑和浮油等杂质。 |
| ◇若机床多日不开动,应每日不少于2小时对箱液开泵循环进行充氧。 |
| ◇机床应有完备的过滤、除渣系统,及时清除金属屑、浮油等杂质,若机床多日不开动,应每日不少于2小时对箱液开泵循环进行充氧。 |
| ◇集中供液中央冷却系统,应制定详细操作规程,专人负责维护、运行和管理。 |
| ◇禁止与其他品牌切削液混用。 |
| ◇本品应贮存于干燥、阴凉通风库房内,贮运中应避免日晒、雨淋,贮存温度5~35℃。 |
| ◇如因贮存不当,致使产品状态发生变化,恢复规定的贮存温度后使其混合均匀,再稀释配制工作液,不影响加工性能,可正常使用。 |
| ◇正常贮存情况下,产品保质期为2年。 |
| ◇规格:20kg; 170kg 200kg |